切削工具
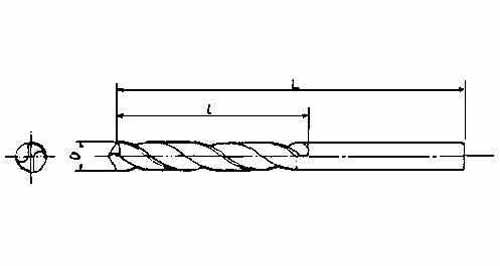
630197 高速钢直柄钻头,扭转型 9.9毫米 -----描述-----:这些钻头采用校正型双槽设计,螺旋角、排屑槽和钻尖形状均根据通用加工需求选定,非常适合用于铸铁、钢锻件及其他材料的钻孔作业。
630198 高速钢直柄钻头,扭转型 10.0毫米 -----描述-----:这些钻头采用校正型双槽设计,螺旋角、排屑槽和钻尖形状均根据通用加工需求选定,非常适合用于铸铁、钢锻件及其他材料的钻孔作业。
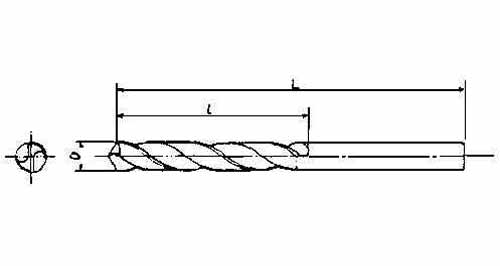
630199 高速钢直柄钻头,扭转型 10.5毫米 -----描述-----:这些钻头采用校正型双槽设计,螺旋角、排屑槽和钻尖形状均根据通用加工需求选定,非常适合用于铸铁、钢锻件及其他材料的钻孔作业。
630201 高速钢直柄钻头,扭转型 11.0毫米 -----描述-----:这些钻头采用校正型双槽设计,螺旋角、排屑槽和钻尖形状均根据通用加工需求选定,非常适合用于铸铁、钢锻件及其他材料的钻孔作业。

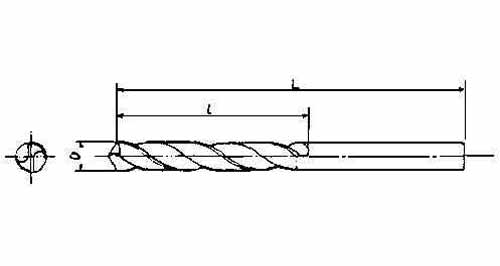
630202 高速钢直柄钻头,扭转型 11.5毫米 -----描述-----:这些钻头采用校正型双槽设计,螺旋角、排屑槽和钻尖形状均根据通用加工需求选定,非常适合用于铸铁、钢锻件及其他材料的钻孔作业。

630203 高速钢直柄钻头,扭转型 12.0毫米 -----描述-----:这些钻头采用校正型双槽设计,螺旋角、排屑槽和钻尖形状均根据通用加工需求选定,非常适合用于铸铁、钢锻件及其他材料的钻孔作业。

630204 高速钢直柄钻头,扭转型 12.5毫米 -----描述-----:这些钻头采用校正型双槽设计,螺旋角、排屑槽和钻尖形状均根据通用加工需求选定,非常适合用于铸铁、钢锻件及其他材料的钻孔作业。

630205 高速钢直柄钻头,扭转型 13.0毫米 -----描述-----:这些钻头采用校正型双槽设计,螺旋角、排屑槽和钻尖形状均根据通用加工需求选定,非常适合用于铸铁、钢锻件及其他材料的钻孔作业。

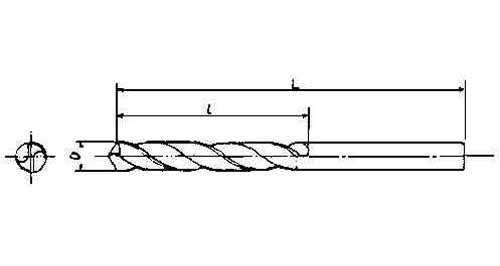
630206 钻头 直柄麻花钻 钴钢 1.0mm -----描述-----:钴比高速钢更硬、更强,并具有更好的耐磨性。专为在不锈钢等难加工材料上进行机床钻孔和手工钻孔而设计。

630207 钻头 直柄麻花钻 钴钢 1.5mm -----描述-----:钴比高速钢更硬、更强,并具有更好的耐磨性。专为在不锈钢等难加工材料上进行机床钻孔和手工钻孔而设计。

630208 钻头 直柄麻花钻 钴钢 2.0mm -----描述-----:钴比高速钢更硬、更强,并具有更好的耐磨性。专为在不锈钢等难加工材料上进行机床钻孔和手工钻孔而设计。

630209 钻头 直柄麻花钻 钴钢 2.5mm -----描述-----:钴比高速钢更硬、更强,并具有更好的耐磨性。专为在不锈钢等难加工材料上进行机床钻孔和手工钻孔而设计。